|
|
| Пишет geladen ( @ 2025-03-06 20:21:00 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Музыка: | Big Mama Thornton - Ball N' Chain |
| Entry tags: | берите меня за ноги, дульная скорость, из лона дуло, ликбез, не мешки, патронный заводик, что такое сало |
Релод "на далеко" для жадных и ленивых, часть 2.2.в -- отжиг (pourquoi, собственно, pas)
В этом выпуске нашего альманаха мы кратко остановимся на вопросе отжига латунных гильз. Скажу сразу — рассуждать я буду о том, в чём мало понимаю, бо, изучив вопрос и сделав несколько подходов к снаряду (целый стрелковый сезон регулярного отжига), более не практикую. Остальной текст будет, по сути, объяснением почему.
Отжиг гильз, пожалуй — самый мифологизированный элемент релода; на всех понятных мне языках по тырнету в изобилии гуляют страшилки и байки, наполненные совершенно взаимоисключающими утверждениями. Идут нескончаемые споры о температурных режимах, подкреплённые металлургическими соображениями из параллельных реальностей: у каждого многоопытного гильзоотжигателя обязательно есть свой подробный список строгих правил, при нарушении которых гильза считается «безвозвратно испорченной». Как правило, список правил составлен по мотивам дурнопонятых баек «старых релодырей», и ничем, кроме радикального загрязнения ноосферы, не примечателен.
В то же время, металлургия латуни, в частности патронной, прекрасно изучена. Ещё бы! Ежегодно уже более 100 лет в мире производятся миллиарды единиц патронов и снарядов с латунными гильзами; по всем граблям уже давно попрыгали, и всё, что можно — осмыслили, изучили и оптимизировали. Полчаса за твоим, дорогой читатель, любимым поисковиком, выдают массу достойных доверия технических материалов по теме. Этот выпуск нашего альманаха опирается, в частности, на следующие источники:
* Гильзовое производство, статья из Технической Энциклопедии 1927-34 г.г.
* Машиностроение, энциклопедический справочник, гл. ред. акад. Е. А. Чудаков, 1947 г., том 4, раздел 2, Материалы машиностроения
* Производство патронов стрелкового оружия, А. Н. Малов, 1947 г.
(Выбраны за чёткость изложения; в других серьёзных источниках, которые мне попадались, написано, в принципе, то же самое.)
Что вообще происходит
Для начала, разберёмся с механическими свойствами латуни — вредными и полезными для наших применений. Для изготовления гильз используются так называемые простые однофазные латуни — сплав меди и цинка, с содержанием цинка до 33%. Латуни Л68 и Л70 (т. е. с 32% и 30% цинка соответственно) так часто и называются — патронные латуни. Спектральный анализ состава гильз от именитых производителей также иногда показывает варианты 75/25 или даже 80/20, но основные принципы и свойства остаются в большой степени идентичными.
Вот как выглядит диаграмма напряжение — деформация (σ-ε) для твёрдой патронной латуни Л70.
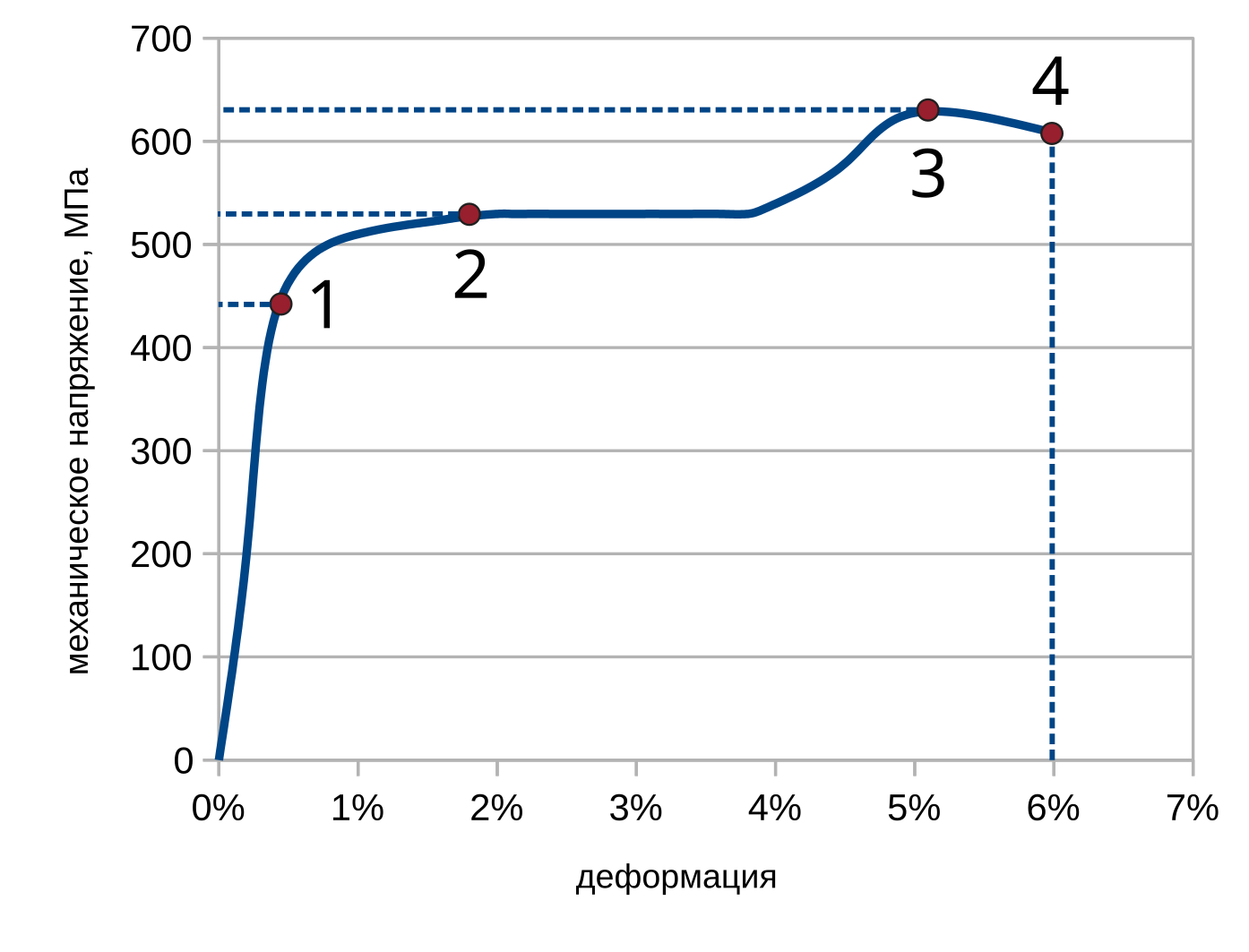
Получаются такие графики путём испытаний образца материала известного сечения (напр., куска латунной проволоки) на растяжение. Вертикальная шкала — механическое напряжение, т. е. сила делённая на площадь поперечного сечения. Горизонтальная шкала — деформация образца в процентах исходной длины.
Зона от нуля до точки (1) — обратимая упругая деформация. Работает закон Гука, удлинение прямо пропорционально приложенной силе, и при устранении силы образец восстанавливает первоначальную форму.
Напряжение в точке (1) называется пределом упругости. За ним начинается необратимая пластическая деформация. После снятия напряжения материал по-прежнему немного «отпружинивает» назад, но к первоначальным размерам уже не возвращается.
Точка (2) — предел текучести; за ним материал продолжает деформироваться без увеличения напряжения. Эдакое «плато текучести» характерно не для всех материалов, но латунь проявляет его в полной мере.
«Бугорок» перед точкой (3) на графике — проявление наклёпа, т. е. упрочнения сплава в процессе пластической деформации. Собственно точка (3) на пике — предел прочности, максимальное напряжение, за которым следует разрушение образца.
Точка (4) — максимальная деформация перед разрушением, мера пластичности материала.
График выше отражает механические свойства твёрдой латуни. А вот как он выглядит в сравнении с мягкой. В данном случае, мягкая латунь — ровно тот же самый сплав, но прошедший полный отжиг.
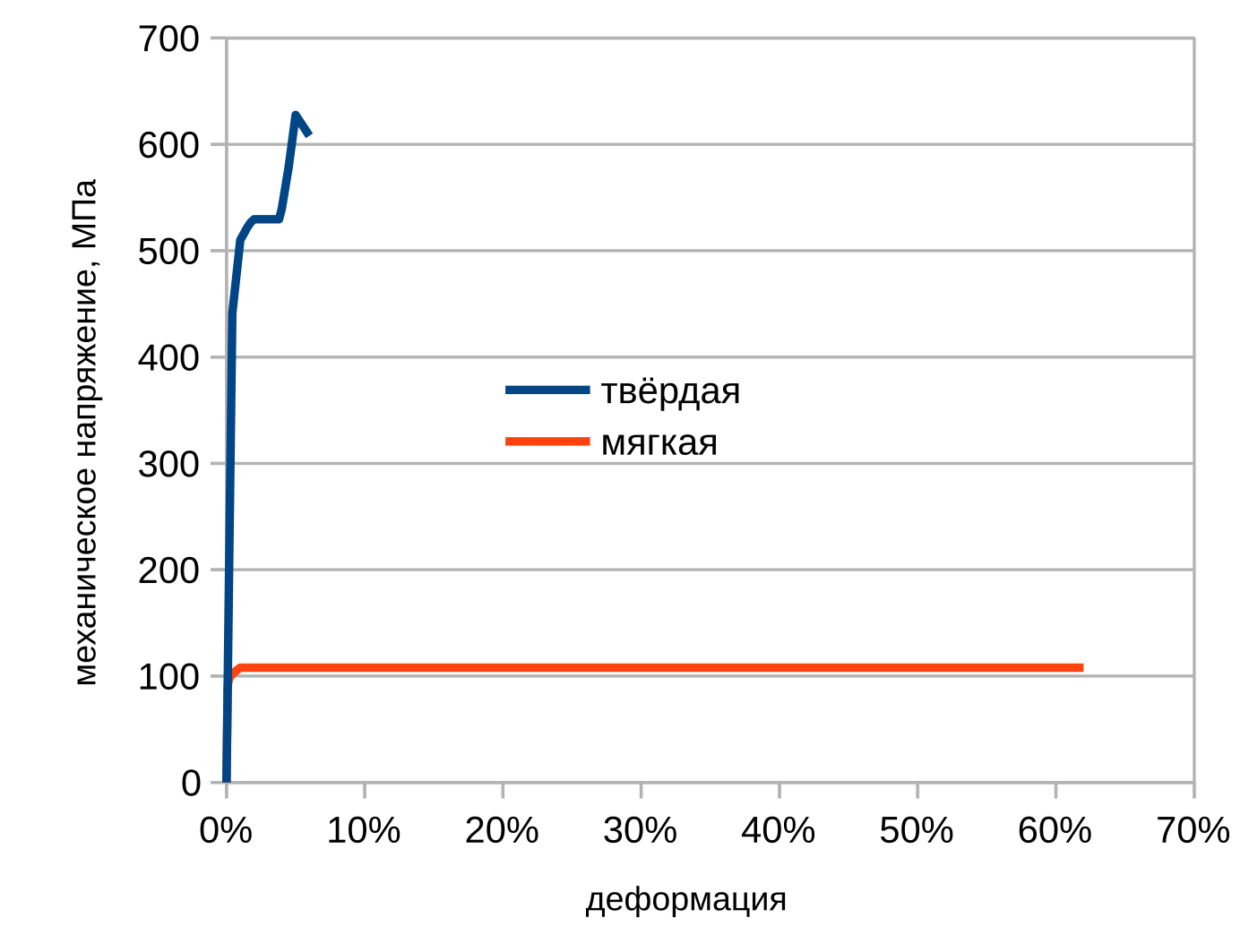
График пришлось сильно ужать по горизонтальной оси, чтобы влезла максимальная деформация отожжённого сплава.
Отожжённая латунь резко, примерно в 6 раз, теряет в упругости. Необратимая пластическая деформация начинается при гораздо меньшем напряжении. Так же, примерно в 6-7 раз, теряет в прочности. С другой стороны, резко, примерно в 10 раз, возрастает пластичность материала; изделие может очень сильно растянуться и вообще изменить свою форму (и сохранить её после устранения внешней силы) без разрушения. На этом, собственно, и основан выбор латуни как материала для гильз — из небольшого кружка, вырезанного из латунной ленты, штамповкой и вытяжкой достаточно легко получить изделие очень сложной формы.
Разница между твёрдой и мягкой латунью — наклёп, то есть упрочнение вследствие изменения структуры в процессе пластической деформации.
В отличие от многих сталей, бронз, или сложных латуней с легирующими добавками, патронные латуни не поддаются закалке, т. е. термической обработке, позволяющей повысить прочность и упругость. Единственный способ достичь этих ключевых для гильз качеств — наклёп.
В процессе производства гильз, формирование окончательной формы происходит в несколько этапов. Образовавшийся в результате каждого этапа наклёп перед следующей операцией снимается полным отжигом. Когда дело доходит до формирования ската и дульца гильзы, отжиг применяют только к этой зоне, поскольку для корпуса и донца важно сохранить наклёпанные потребительские качества.
Вообще, задумываясь об отжиге гильз, помни, дорогой читатель: строго говоря, отжиг ухудшает интересующие нас механические качества латуни.
Зачем это всё
Вспомним зачем мы вообще этим занимаемся. Для отжига приводятся две причины:
1. Избежать трещин на дульце и скате, и, тем самым, продлить жизнь гильз.
2. Обеспечить более равномерное обжатие пули горлышком гильзы и, таким образом, снизить разброс дульных скоростей.
К пункту 2 мы ещё вернёмся отдельно, сейчас же рассмотрим пункт 1.
Как было сказано в предыдущем выпуске нашего альманаха, вопреки расхожему мнению, гильзы начинают трескаться не от того, что от постоянных ударов возрастает твёрдость, и, как следствие — хрупкость. Т.е. явление наклёпа несомненно присутствует, твёрдость латуни возрастает, но даже у треснувших гильз металл остаётся пластичным — гнётся, а не крошится, а также у треснувших гильз, даже одного и того же состава, может наблюдаться самая разная твёрдость.
Болезнь, убивающая гильзы, называется коррозия под напряжением (КПН), в данном случае — под остаточным напряжением интенсивной механической обработки. Именно для снятия этого напряжения уже более 100 лет в заводском производстве гильз, уже в самом конце технологического процесса, предусмотрен отпуск металла верхней части готовой гильзы, иначе при долгом хранении подлая КПН делает своё дело.
Цитируя Техническую Энциклопедию, «Дульца гильз после их формирования находятся в наклепанном состоянии, причём этот наклеп в дальнейшем при вставке и закреплении пули повышается. Латунь в наклепанном состоянии весьма плохо выдерживает хранение, поэтому гильзы, предназначенные для длительного хранения, должны быть подвергнуты вторичному отжигу дулец. Эта операция производится на таких же отжигательных станках, на каких делался отжиг перед обжимом дулец. Если не сделать второго, предохранительного отжига дулец, то, при хранении патронов, через весьма непродолжительное время на дульцах гильз появляются трещины, которые со временем увеличиваются настолько, что пуля вываливается из гильзы; это явление обнаруживается еще быстрее при хранении патронов в неотапливаемых помещениях.»
Тепло ли тебе, девица? Тепло ли тебе, красная?
На практике, для отжига дулец требуется выдержать такую температуру, при которой внутренние напряжения уже снимаются, но латунь ещё не становится «пластилиновой».
Технологи выделяют несколько температурных зон отжига:
1. 0-250°C : не происходит ровным счётом ничего. Сушить гильзы после мойки в духовке на 150°, что бы ни говорили безграмотные параноики — можно запросто. Мы же, грамотные параноики, обратим внимание на следующую зону —
2. 250-350°C : уже наблюдаются изменения в механических свойствах — увеличение удлиннения, незначительное уменьшение прочности — на практике малозначительные, но это свидетельствует о начале рекристаллизации. Кристаллы сплава переорганизуются, для снижения внутренних напряжений. Результаты отжига в этой зоне, надо сказать — совершенно непредсказуемые, поскольку многое зависит от исходного состояния / наклёпа.
3. 350-750°C : собственно отжиг. Чем выше температура, тем меньше пределы упругости и прочности, и тем больше пластичность.
4. 750°C-плавление : перегрев. Предел упругости уходит практически в ноль, удлинение уменьшается, и прежде, чем что-либо с подобной латунью делать, надо её подвергнуть укрепляющему механическому воздействию.
Нас в первую очередь интересует зона №3, а точнее — некая в ней оптимальная точка, когда внутренние напряжения уже сняты, но механика латуни ещё не скатилась в тотальный пластилин.
Gary Chambers с сайта Ballistic Recreations провёл весьма интересный эксперимент: отжигая гильзы на разных температурах, он затем их погружал в коррозийную среду, для быстрого выявления возникающих трещин. Гражданин пришел к двум выводам:
а) Полное снятие внутренних напряжений, ведущих к КПН происходит при отжиге на 500°C.
б) Дальнейшее повышение температуры бесполезно.
Если бы гражданин Чамберс умел читать по-русски, то смог бы сэкономить себе уйму времени. В описании советских технологических процессов производства латунных гильз, на поздних стадиях штамповки, когда формируется дульце (в том числе для окончательного повторного отжига), задаётся температура 500-550°C. Та же документация определяет и верхний порог температур — 600°C — с которого начинается тугая экстракция, вследствие снижения упругости.
В это окошко — от 500 до 600 °C — и надо вписаться технически-подкованному отжигальщику, причём чем ближе к 500 — тем лучше.
В отсутствие надёжного инструментального контроля температуры, можно ориентироваться на т. н. точку Дрейпера, примерно 525°C — порог, выше которого излучение от твёрдых материалов переходит из инфракрасного диапазона в видимый человеческому глазу. Свечение при этой температуре можно разглядеть только в условиях низкого внешнего освещения (задёрнуть все шторы), выглядит оно как тусклый чёрно-(коричнево?)-красный.
Отдельно нужно предостеречь релодыря-отжигальщика от попыток определить правильную температуру отжига по цвету отожжённой части гильзы. В этом плане, разные гильзы реагируют на отжиг совершенно по-разному, и точность выходит совершенно неудовлетворительная.
Расхожая цифра в 750°F ≃ 400°C (и присущие ей упражнения с термилаком), хотя и позволяет в какой-то степени снять внутренние напряжения, является совершенно недостаточной. «Лучше, чем ничего», и только. Если уж отжигать — то настоящим образом, оправдывая времязатраты; термочувствительные лаки следует выбирать в диапазоне 500°C + (для наших либерийских читателей, в ярдах на квадратный фунт изюма получается 950-1000°F).
В качестве пояснения, термилак — это просто лак или краска, чувствительная к температуре, индикатор нужного нагрева, при достижении которого меняет цвет / становится прозрачным. Существует в разных вариантах для разных температур, и наносится некоторыми ретивыми релодырями на внутреннюю поверхность дульца при отжиге. Единожды попробовав, я этот лак официально проклял, поскольку с дульца в ультразвукованне он порой смывается не до конца, и требует отдельной чистки дульца специальным ёршиком.
Слишком — это сколько
В том, что касается верхнего предела температур при отжиге, на «этих ваших интернетах» нередко приходится читать безапелляционные утверждения в жанре «если вы видите красноватое свечение — выкидывайте гильзу, она безвозвратно испорчена». В этот момент упругим колом встаёт вопрос: а возможно ли вообще испортить гильзу адовым отжигом? Ответ: можно, но это сложнее, чем думается.
Гильзы портятся двумя путями:
Отжиг корпуса и донца гильзы
Вновь цитируя Техническую Энциклопедию на тему заводского производства: « […] подвергать изделие целиком отжигу в печах, как то делалось в промежутках между вытяжками, уже не представляется возможным, так как головку (шляпку) гильзы надо сохранить в наклёпанном состоянии. Это необходимо потому, что при отжиге латуни предел её упругих деформаций резко падает и, в случае отожжённой головки гильзы, при выстреле неизбежно получалась бы, с одной стороны, тугая экстракция, а с другой стороны — выпадение капсюля из капсюльного гнезда, что недопустимо. Во избежание указанных ненормальностей отжигается лишь верхняя часть гильз, подвергающаяся в дальнейшем деформации.»
Восстановить наклёп на донце гильзы на практике невозможно, и тут уж действительно путь один — на цветмет. Отжиг следует проводить только в области ската и дульца гильзы, см. иллюстрацию следов окончательного заводского отжига на фабричном патроне GP11.

В случае направленного источника тепла (напр. пропановой горелки или индукционного гнезда) на верх гильзы, отжечь ей низ достаточно сложно. Для этого требуется нагрев выше 350-400°C, что даже при отличной теплопроводимости латуни, как правило, означает вопиющее нарушение температурного режима на дульце (когда оно уже полыхет помидорно-красным на грани плавления).
На практике, нежелательный отжиг донца в первую очередь проявляется тугой экстракцией, или наглухо застрявшими в патроннике гильзами; променяв упругость на пластичность, гильза при выстреле распухает, заполняя малейшие пространства в патроннике, а при падении давления обратно спухать отказывается. Прицепом идёт недержание капсюлей и деформация закраины под действием экстрактора (последнее можно перепутать с признаками чрезмерного давления). Если ты, дорогой читатель, наблюдаешь подобные явления, самый момент задаться вопросом — а не испортил ли я к е.ф. партию ценных гильзовых изделий.
Чрезмерный отжиг ската и дульца
Гораздо более распространённое явление, чем (1), особенно при засекании времени отжига вручную, или вообще «на глазок». Проявляется недержанием пуль. Для надёжной посадки пули в гильзу от последней требуется определённая упругость, которой в пережжённых дульцах решительно не хватает.
Иллюстрация: гильза была намерено оставлена на пару минут в пламени пропановой горелки, и после красного каления (заметного среди бела дня) спокойно сминается усилием пальцев.

Определяется эта беда, как правило, уже на стадии снаряжения пуль; если пуля плохо держится, например — вынимается руками, с отжигом что-то где-то пошло не так. Ещё более неприятно, когда это обнаруживается в процессе стрельбы в автоматах; в момент энергичного заряжания пуля выпадает из гильзы или, что потенциально гораздо более опасно, внезапно оказывается протолкнутой глубоко внутрь.
Но есть и хорошие новости. Вопреки интернет-воплям «безвозвратно испорчена, в выкид тут же», упругость дульца можно восстановить просто несколькими проходами обжимающей матрицы — сначала стенки матрицы обжимают дульце меньше нужного размера, а «жёлудь» на штыре на пути обратно расширяет дульце под правильный калибр, что воссоздаёт необходимый наклёп. После таких упражнений, равномерности дульной скорости ожидать, разумеется, не сто́ит, но пережёг дульца — ещё не повод списывать гильзу.
На смежную тему: когда я резвился с отжигом, то проводил его до обжима матрицей, что позволяло в какой-то степени восстановить искомую упругость отожжённого дульца (бо́льшая часть остаточных напряжений, от которых мы хотим избавиться, создаётся в момент выстрела, а не в момент формовки).
Но есть и хорошие новости
Результат отжига практически не зависит от степени наклёпа. Следствие: гильза случайно отожжённая два раза никак не отличается от отожжённой единожды.
Для патронных латуней (в отличие, например, от стали) скорость охлаждения после отжига — просто на воздухе или в воде — практически не сказывается на результате.
По тырнет-форумам гуляет самовоспроизводящаяся легенда, связанная с изменением цвета пламени газовой горелки. В какой-то момент отжига в синем пламени появляются оранжевые язычки (сгорают мелкие нечистоты на поверхности), и белки-истерички кричат "из латунного сплава выгорает цинк [sic!], гильза испорчена, ааа!". Это, разумеется -- безграмотная чушь. Цинк из латуни можно вымыть химическими способами, но никакой нагрев, вплоть до точки плавления и выше, на химический состав сплава никакого влияния не оказывает.
Вторая причина
Вернёмся теперь ко второй причине, по которой люди отжигают себе гильзы — говорят, это влияет на равномерность дульных скоростей.
Свидетельств в пользу этой теории на тырнете хватает, как, впрочем, и обратных соображений.
В своё время я тоже провёл эксперимент — отстрелял 2 серии по 20 патронов, гильзы на третьем цикле, в одной серии — гильзы отожжённые, в другой — нет. Статистически значимой разницы разброса дульных скоростей не обнаружено (2.43 и 2.46 м/с стандартного отклонения соответственно), как не обнаружено и разницы в кучности.
Известный стрелковой публике Браян Лиц утверждает, что пришёл к схожим результатам, т. е. на равномерности дульных отжиг никак не сказывается.
В то же время граждане из AMP, торгующие пафосными машинками для индуктивного отжига, провели достаточно масштабный опыт, где разные опытные стрелки с разными винтовками под разные калибры сравнивали разброс дульной скорости отожжённых и не отожжённых гильз. Итоговые рекламные рассуждения ведутся в статистически невменяемых терминах «максимального разброса в серии из пяти», но, к чести AMP, они опубликовали и полные исходные данные замеров, из которых я не поленился выколупать инженерно-значимые величины. Если верить данным, от отжига можно ожидать улучшения равномерности дульных скоростей, при этом «собственное» стандартное отклонение этого фактора — примерно 1 м/с.
Много это или мало? Надо понимать, что в случайном разбросе по нормальному распределению, стандартные отклонения независимых факторов накладываются друг на друга как квадратный корень из суммы квадратов. Иными словами, если некий процесс релода без отжига даёт 3 м/с стандартного отклонения дульной, то с АМПовым релодом можно будет ожидать ~2.83. Так же, 4 м/с могут стать 3.87, 5 — 4.90, и т. п.
Разница не драматичная, но заметная, и на дальних дистанциях — полезная.
Разница между моими опытами (где разницы не было никакой) и АМПовыми, думаю, происходит от разницы процессов отжига.
Отжиг в моём исполнении задействовал шуруповёрт с гнездом под гильзу, пропановую горелку на краю стола, и Специализированное Учоное Программное Обеспечение, которое мне пищало с регулярными интервалами когда надо менять гильзу. АМПов же отжигатель — здоровенный аппарат с индуктивным нагревателем, экранчиками унд тумблерчиками, который стоит дороже, чем всё моё прочее оборудования для релода вместе взятое, но который наверняка обеспечивает гораздо более контролируемый и повторяемый результат процесса.
Об этом же косвенно свидетельствует гражданин по имени Раян Стивенсон с кафедры инженерной механики Стратклайдского университета, в своей работе «Исследование характеристик латунных гильз для соревнований высокого уровня по пулевой стрельбе» («Characterisation study of brass cartridges for high end competition target shooting» by Ryan Stevenson, Department of Mechanical and Aerospace Engineering, University of Strathclyde, 2014).
Отвлекаясь на минутку, читая эту работу я дичайше завидовал. Почему, нет я спрашиваю, в позапрошлой жизни, когда я был студент, темы для курсовых были всё больше из области всякой невменяемой ерунды? Тогда как тут шотландский студент Стивенсон зарелодил и жахнул об полторы тысячи патронов, и со всей мощью университетского оборудования замерил и описал эффекты унд результаты. Редкостное сочетание приятного с полезным.
Возвращаясь к теме отжига дрель-горелка-стайл, в заключениях Стивенсон со всем Учоным Авторитетом пишет следующее: «В ходе исследования выяснилось, что процесс отжига дульца дает нестабильные конечные результаты. [...] В некоторых случаях наблюдались значительные различия между двумя сторонами одной и той же гильзы», и объясняет эти печальные результаты вариациями температуры и времени отжига, которые неизбежны с подобным «колхозным» подходом.
Эти строгие заключения плавно подводят нас к главному вопросу современности
Почему я, поигравшись, отжиг более не практикую?
Потому, что я жадный и ленивый.
Вспомним ещё раз зачем отжиг затевается: чтобы продлить жизнь гильз, и чтобы повысить стабильность дульных скоростей.
Продлить жизнь? Калибры, для которых мне нужны гильзы — очень распространённые, докупить — не проблема (а то часто и на халяву достаются). Отжигательный колхоз пожирает уйму времени, а моя жизнь стоит дороже, чем гильзенная.
Снизить разброс дульных? Так для этого нужна машинка за 1.5Куе, а разница по сравнению с моим нынешним 2.5-2.9 м/с сигмы как-то проявится, может, за полторы версты и далее, куда не так часто выдаётся возможность стрельнуть.
Короче,
Выводы
Если у тебя, дорогой читатель, гильз редок да дорог —
Если ты, дорогой читатель, ожидаешь от отжига улучшения стабильности дульной скорости — нужно раскошелиться на машинку; вручную очень трудно (да и возможно ли?) выдержать нужную повторяемость результата. Кроме того, нужно понимать, что вплоть до, условно говоря, 3 м/с стандартного отклонения дульной есть методы его улучшить без затрат на оборудование, а если планка 3 м/с преодолена, то разница будет видна только на очень серьёзной дистанции, версты об полторы.